The giant cranes on board crane vessels may all look similar, but crane specialists know better. Heerema Marine Contractors had important choices to make for the 10,000-tonne cranes of the Sleipnir. This concerns both the crane type and its major sub-systems.
Heerema chose tub cranes, designed by Huisman Equipment in the Netherlands and fabricated at their facilities in China. Huisman developed a new tub crane and provided a design platform for implementing HMC’s ideas on and experience with crane systems. This also involved redundancy requirements, which were new to crane designs.
In 2019, the Sleipnir, a giant semi-submersible crane vessel, will be added to the HMC fleet. At the time of writing, the cranes had already been installed on the Sleipnir and tests and commissioning were ongoing at the Tuas Boulevard Yard of SembCorp Marine in Singapore. The main particulars of the Sleipnir’s main cranes are listed in the table above.
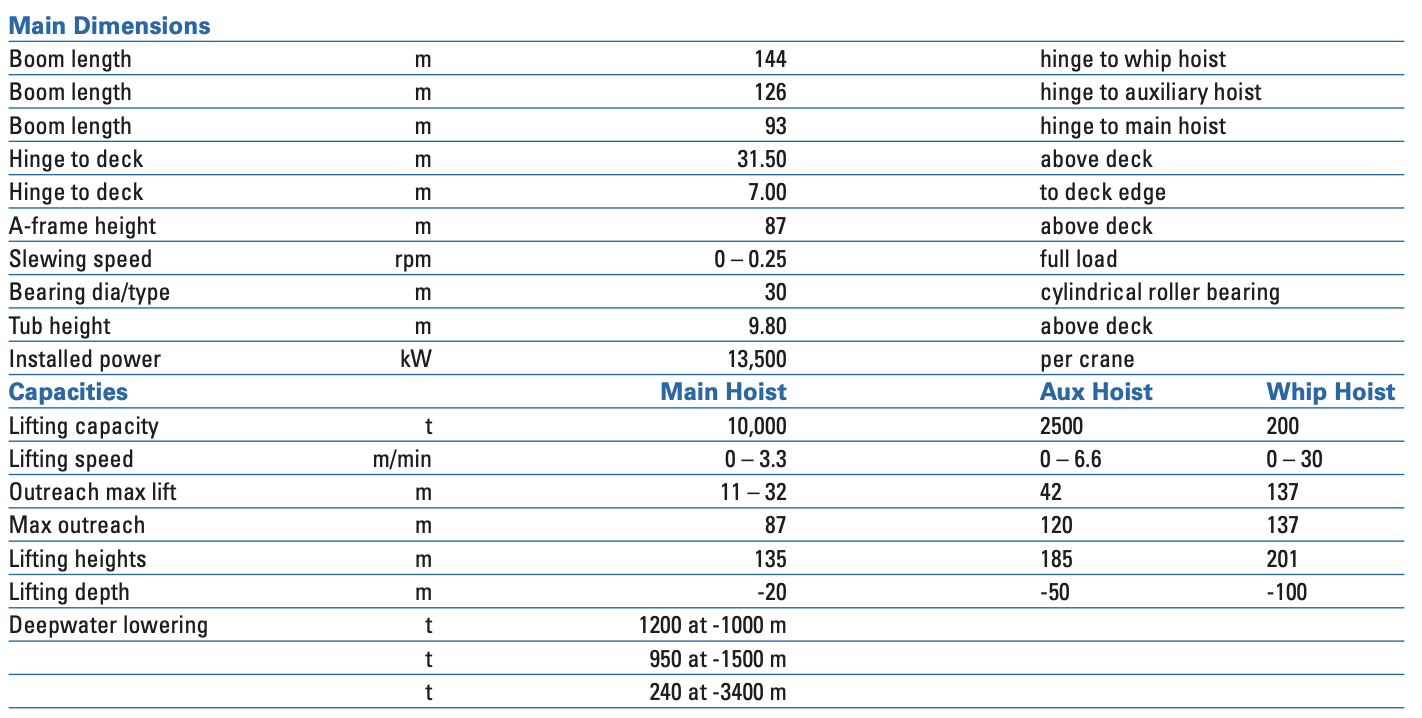 Notes: outreach measured to free edge; centre crane to free edge 16 m; lifting height and depth measured from waterline at appropriate draft; t = tonne of 1000 kg; deep water lowering requires reeving out of main block.
Notes: outreach measured to free edge; centre crane to free edge 16 m; lifting height and depth measured from waterline at appropriate draft; t = tonne of 1000 kg; deep water lowering requires reeving out of main block.
Other Heerema cranes in operation
Heerema operates four tub cranes as well as a mast crane. The cranes are of different origin and their designs were based on a variety of slewing systems.
- The Balder has two tub cranes, a starboard crane of 4000 st (short tonnes) and a portside crane of 3000 st. The cranes are equipped with bogie wheel sets for slewing and were designed by IHC Gusto.
- The Thialf has two American hoist tub cranes of 7100 tonnes each. They are equipped with a wheel based slewing system. The Thialf is Heerema’s largest semi-submersible crane vessel in operation to date and the world’s current record holder in its class.
- The Aegir operates a single Huisman mast crane of 4000 tonnes. The crane is equipped with a roller bearing, fitted around the mast. The crane was built at Huisman‘s facilities in China. The Aegir was described in SWZ|Maritime’s March 2015 issue.
All these vessels have in common that the cranes are mounted at the stern, in favour of a maximum outreach.
Main hoist capacities of Sleipnir’s cranes
The Sleipnir’s main cranes were designed for lifting a static weight of 10,000 tonnes at a radius of 27 to 48 metres. The crane design takes an additional factor of 1.1 into account to allow for dynamic conditions, along with 3 degrees side-lead and 1 degree off-lead. These values allow for vessel static and dynamic angles and limited load swings in lateral and longitudinal directions.
The vessel’s stability, strength and ballast capacity were optimised in order to utilise the maximum lifting capacity of the two cranes. The cranes are mounted on circular crane tubs, structurally integrated with the vessel’s deck box at the forward end. A large slewing bearing assembly of 30-metre diameter is fitted on top.
The cranes do not only excel in lifting capacities, but also in available room below the main tackles. See the figure below, where the Sleipnir crane curve is shown, with the curve of the Thialf plotted for comparison.
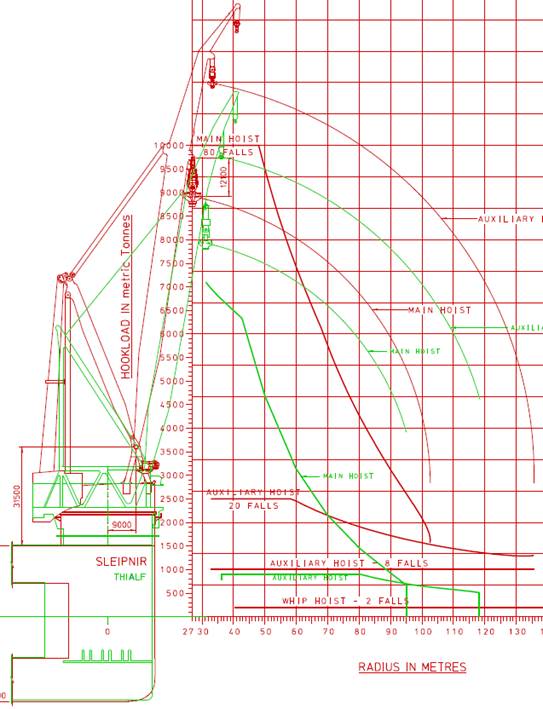
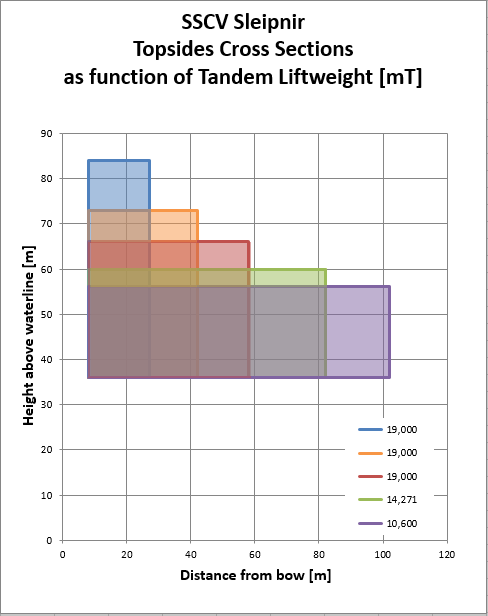

Crane curves of the Sleipnir and Thialf compared.
The crane curves are based on the capacity of the hoisting and booming tackle and the crane load moments. They start in boomed-up condition, down to the lowest feasible range. The smaller figures next to the crane curves show the feasible sections of a module at increasing outreach for both crane systems.
When steeply boomed up, the Sleipnir cranes can handle objects with very large cross sections, as shown by the blue blocks. When boomed out to limit with maximum load, very large cross sections are feasible for the Sleipnir cranes, as shown by the yellow and red blocks. This pattern persists till the very end of the crane’s outreaches as shown by the green and purple blocks.
Capacities auxiliary and whip hoist
Spectacular are the attainable heights and outreaches of the auxiliary hoist and whip hoist. This was accomplished by the long and slightly angled boom extension for the auxiliary hoist and the further angled boom tip for the whip hoist.
A load of 2500 tonnes can be boomed up to a height of 185 metres above water level at transit draft. A load of 1400 tonnes can be handled through the entire boom range down to horizontal. The same can be accomplished with the whip hoist of 200 tonnes, which can reach a height of 201 metres at vessel transit draft and can extend 137 metres from the bow. The whip hoist is certified for 15 tonnes man riding.
A load of 2500 tonnes can be boomed up to a height of 185 metres above water level at transit draft
In this respect, it should be noted that in the operational life of a crane vessel, a maximum lift may occur once or twice a year, while auxiliary and whip hoists are being used on a daily basis.
Winches and wires
The crane winches, both for hoisting and booming up, are based on identical concepts. Each winch consists of the following elements:
- a lebus wire rope drum;
- up to nine layers of 72 mm wire, minimum breaking load 474 tonnes;
- a planetary gear box;
- six electro motors of 300 kW each, AC driven, 0 – 3000 rpm; and
- a disc spring parking brake.
 Redundant crane wire arrangement.
Redundant crane wire arrangement.
The high speed hoisting winches of the main hoist tackle can be electrically controlled for heave compensation. This will improve offshore workability.
Because of the long distance between sheaves and winches, a spooling arrangement was not necessary. Line pulls act on the winch drums directly, avoiding a conventional traction winch and spooling arrangement.
At the request of HMC, Huisman designed a boom hoisting tackle and a main hoist lifting wire arrangement based on single failure redundancy. This is a novelty in offshore crane designs.
Huisman designed a boom hoisting tackle and a main hoist lifting wire arrangement based on single failure redundancy
The crane boom is equipped with four tugger winches of 50 tonnes each to stabilise the load during hoisting and lowering. These winches are actively controlled for dampening possible load swings. Their position, speeds and dampening effects were assessed by HMC vessel and lift simulations. Additionally, three 20-tonne tugger winches were fitted for sling handling or small objects when preparing an offshore lift.
For lifting operations, wires have to be reeved in and out frequently, to adjust for appropriate lifting force and lifting depth. Without special arrangements, reeving would require on the spot replacement of wire end sockets and renewing of splices. In order to reduce vessel waiting times, Huisman developed a Quick connector of compact design, enabling quick reeving and passing of the connector through sheaves grooves without clashes.
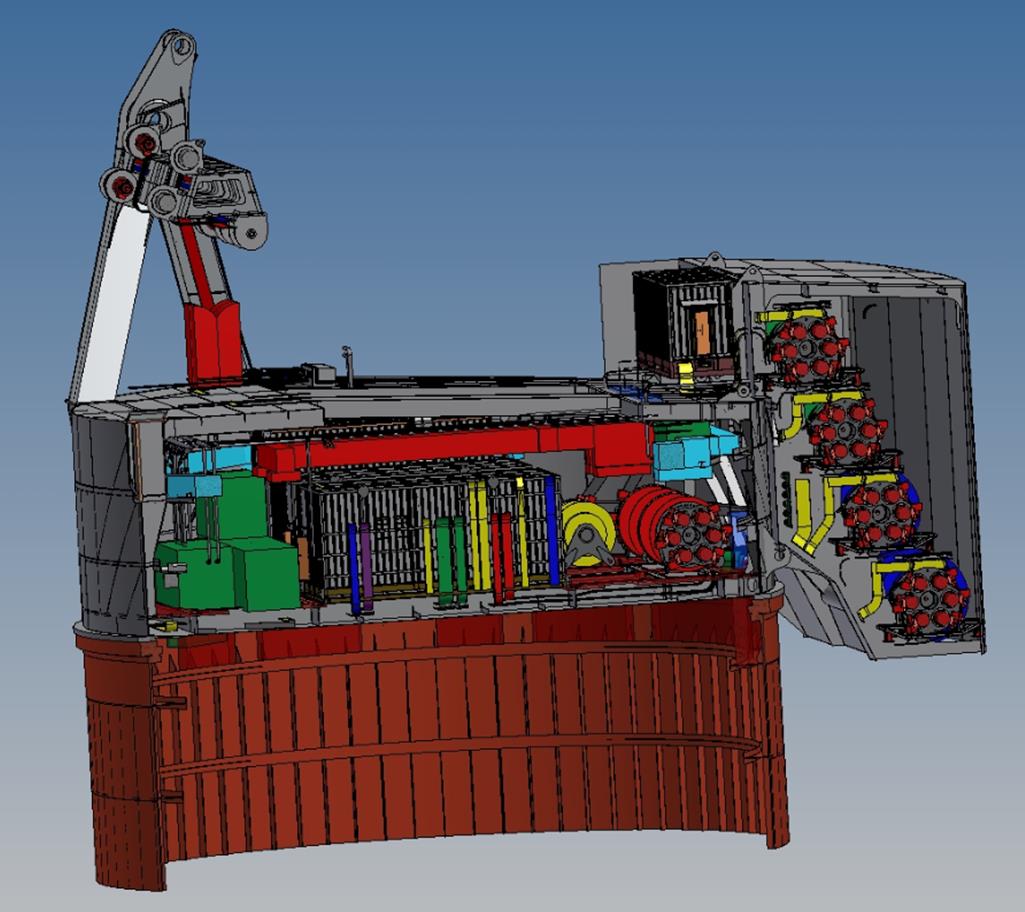 Tub and crane house with “back pack”.
Tub and crane house with “back pack”.
Counter ballast and separable main block
Offshore cranes are often designed with counter ballast weights. Ballast fi tted aft of the rotation centre can effectively compensate the weight of the crane boom and light lifts. It avoids the need for operating the vessel ballast system and manning-up of pump rooms.
However, ballast weights do permanently reduce a vessel’s stability and hence the outreach of a crane. Furthermore, it adds weight at the wrong end of the vessel, increasing the water ballast requirement and its draft.
 Main block and hook, ready for testing.
Main block and hook, ready for testing.
The Sleipnir cranes have no such ballast weights. Instead, the cranes are equipped with a “back-pack” type winch room, containing the four main hoist and the four boom hoist winches. Their weight and the significant weight of their wire ropes counteracts the boom weight in light lifting modes in all slewing positions.
A further step to this effect is the design of the main block (shown in the picture above). Parts of it can be stowed in the boomrest when not in use. This will reduce the boom weight during the many light lifting operations and hence save energy. It also enhances the free sight from the operator’s cabin. HMC spent a lot of effort implementing crane operators’ experience in the location and design of the operator’s cabin.
Slewing bearing arrangement
A large bearing ring structure enables unrestricted rotation of the crane. It transfers the crane loads to the ship. The inner bearing ring is fixed to the circular ship based tub structure. Teeth racks are fitted to the inner circle enabling crane slewing, as driven by twelve vertical gearwheels.
The inner bearing ring is enclosed by an integrated outer and upper ring structure. It holds it like a claw. Roller bearing units are fitted in slots up and below the inner teeth ring. The units contain cylindrical rollers fitted in cages. The rollers are made of hardened bearing steel alloy, designed and tested to high point loads. The rollers are running on hardened race way plates.
The closed bearing assembly will also save maintenance and grease.
For transferring horizontal forces, the bearing is fitted with inner sliding surfaces. The bearing arrangement replaces the king-pin structures applied in conventional crane designs and reduces the crane weight significantly. The closed bearing assembly will also save maintenance and grease.
 Slewing bearing assembly at Huisman.
Slewing bearing assembly at Huisman.
Design of crane house and hoisting frame
A separate boom hinge support structure was designed for taking the loads of the forward legs of the hoisting frame. The crane house was strengthened to transfer and evenly spread the loads to the roller bearing. All the legs of the hinge and hoisting frame are mounted on the upper part of the crane house. The crane house is mounted on the roller bearing assembly transferring the forces to the vessel’s crane tub.
The roller bearing dictates strict deformation restrictions. Therefore, the entire crane house structure with integrated crane legs and bearing assembly has been analysed on strength and deflection. Its structural stiffness has been tuned to the allowable deformations of the roller bearing assembly. As a result of this integrated design approach, a weight saving of 600 tonnes per crane could be achieved, leading to a crane weight of 8900 tonnes. This has resulted in an extra 4.0-metre outreach at maximum capacity.
Its structural stiffness has been tuned to the allowable deformations of the roller bearing assembly
Engineering challenges
Large scale effects invariably require special engineering. This concerned for instance the many chord-brace connections of the crane boom. Chords and braces were made of plate material STE 690. The welds on the tub flange have a thickness of 300 mm.
Meeting the Charpy criteria for these welds was very difficult. Dedicated laboratory tests had to be conducted to verify its brittleness. As a major offshore structure, a comprehensive fatigue analysis of the crane structure has been carried out, based on HMC’s user lift spectrum.
The fabrication method of the cylindrical roller elements of the main bearing had to be adjusted. Holding it by pins in the centre boring for machining, appeared to cause fractures during pressure testing. Therefore, another manufacturing method had to be found.
A number of castings had to be rejected, because cracks were found after weeks of carefully cooling down
Due to the large size of the 10,000-tonne crane hook, its design and load patterns were a true challenge. The design was created in close cooperation with HMC contributing its expertise into the design of the prongs and basic concept of the total hook assembly. Then, manufacturing challenges had to be dealt with. A number of castings had to be rejected, because cracks were found after weeks of carefully cooling down, in spite of the very experienced manufacturer.
Power system
Electrical power as generated by the vessel is transferred to the crane systems by two independent engine rooms via slip rings, located in the tub/crane house centre. Slip rings enable transfer of continuous electrical power during 360 degrees of rotation.
The slip ring assembly was designed with two bodies: a lower section, delivering 11 kilovolts main power, and an upper section, delivering 440 Volts (supply and emergency) power to the crane systems. On top thereof, there is a compartment with signal and fibre optical transfer.
The entire electrical system of the crane was designed with a consistent redundancy philosophy. The system consists of two 11 kV/640 V transformers and two switchboards, feeding four Erooms. The motors of all winches and slewing drives are connected to these four E-rooms, ensuring power after a single failure of any subsystem or electrical component. Therefore, when such a failure occurs, the crane can continue operating at full load, although at half power and speed. This guarantees a safe termination of a lift, as confirmed by special failure mode and criticality analyses.
The single failure design approach was implemented throughout the crane subsystems. This includes the cooling system of the electrical and mechanical component. Some are water-cooled, such as the transformers and inverters. Others are air cooled, like the E-rooms, gearboxes and e-motors.
The single failure design approach was implemented throughout the crane subsystems.
In principle, the air cooling system consists of condensers, chillers and air handlers with outflow channels directed at these components. In view of the very large powers involved, an internal cooling system is essential to avoid large external air flows that would bring undesirable noise and dust.
 Integrated A-frame and crane house.
Integrated A-frame and crane house.
The search for super capacity
The industry’s demand for installing larger integrated structures in a single lift, is driving the concept of super semi-submersible crane vessels. Or is it the super capacity that drives the industry? In any case, the Sleipnir sets the pace to a very high level and the industry has responded.
This article was originally published in SWZ|Maritime’s December 2018 issue and written by Ir Rob Bos. He was specialised in the design of offshore vessels and FPSO installations and one of SWZ|Maritime editors. He passed away unexpectedly in August 2019.
SWZ|Maritime wishes to thank Heerema Marine Contractors for their cooperation and for providing the information needed for this article: Sipke Schuurmans, Rieno Graveland, Michelle Brama and their colleague at Huisman, Anne de Groot.